










核心技术参数
| 项目 | 参数详情 |
|---|---|
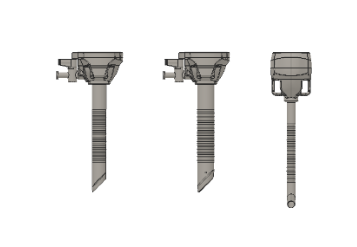
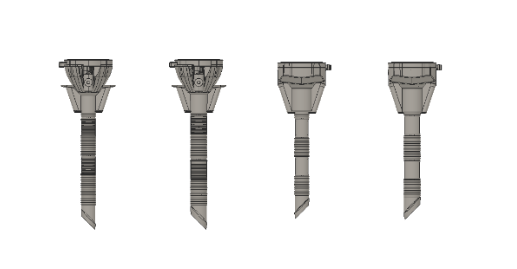
| 适用产品 / 适配规格 | 5mm、10mm、12mm 三种主流腹腔镜穿刺器套管 |
| 小时产能 | 稳定 400件 / 小时 |
| 配置人工 | 仅 2 名辅助工人 |
| 人工节约 | 替代传统人工全流程组装,可减少 8-10 名操作工 |
| 成品良率 | ≥99% |
| 全套工序 | 套管自动上料定位、注气阀供料打胶压接、V 形密封圈自动组装、过程视觉检测、UV 点胶、后盖组件装配压合、自动喷硅油、UV-LED 固化、不良品自动分拣、成品自动下料 |
| 机身设计 | 一体式线性紧凑布局、封闭式防尘机身,适配医疗洁净车间标准 |
| 核心配件 | 知名品牌电气、气动元件,保障长期稳定运行 |
| 定制能力 | 支持非标结构定制,可无缝对接前后端自动化流水线 |
| 适配场景 | 医疗耗材洁净车间规模化量产 |
一、工艺描述
1. 工艺流程分解如下
|
序号 |
工序 |
说明/示意图 |
操作人数 |
备注 |
|
|
5mm |
10-12mm |
||||
|
1.1 |
套管人工放置到上料输送线 |
人工将圆形密封圈与V形密封圈装入套管,并上料到输送线固定工装,管口朝下
|
套管人工上料到输送线 |
1 |
/ |
|
1.2 |
套管自动上料
|
1) 自动圆周定位 2) 机械手自动将套管夹取上料到组装圆盘工装 |
1)自动圆周定位2)机械手自动将套管夹取上料到组装圆盘工装 |
0 |
自动 |
|
1.3 |
注气阀自动装入
|
1) 注气阀采用振动盘自动供料 2) 注气阀自动打UV胶 3) 机械手自动抓取并装入外鞘
|
1) 注气阀采用振动盘自动供料 2) 注气阀自动打UV胶 3) 机械手自动抓取并装入外鞘
|
0 |
自动 |
|
1.4 |
注气阀压接
|
机械手将注气阀组件压入外鞘主体
|
机械手将注气阀组件压入外鞘主体
|
0 |
自动 |
|
1.5 |
V形密封圈自动组装 |
/ |
V形密封圈采用振动盘供料,自动定位,机械手自动抓取并装入套管 |
0 |
自动 |
|
1.6 |
视觉检测 |
过程视觉检测(密封圈缺料检测) |
过程视觉检测(密封圈缺料检测) |
|
|
|
1.7 |
点UV胶 |
/ |
套管自动点UV胶,点胶weizhi 位于安装孔内侧 |
0 |
|
|
1.8 |
后盖(组件)供料 |
后盖采用振动盘供料,视觉定位方向
|
人工组装后盖+弹簧+按钮,3件套组件并放置到上料输送线,开口朝下
|
1 |
人工操作 |
|
1.9 |
后盖组件组装 |
机械手自动组装
|
机械手自动组装
|
0 |
机械手自动组装 |
|
1.10 |
后盖压合 |
机械手自动压合两部分组件形成成品 |
机械手自动压合两部分组件形成成品 |
0 |
/ |
|
1.11 |
自动喷硅油 |
机械手自动下料并放到喷油专用工装,自动喷硅油 |
机械手自动下料并放到喷油专用工装,自动喷硅油 |
0 |
/ |
|
1.12 |
自动下料 |
机械手自动下料,并放置到下料输送线 |
机械手自动下料,并放置到下料输送线 |
0 |
|
|
1.13 |
UV固化 |
UV-LED自动固化 |
UV-LED自动固化 |
0 |
|
|
1.14 |
人工收料 |
/ |
/ |
1 |
|
二、组装设备布局说明

三、设备配置
3.物料振动盘3 套
4.上料输送线 1台
四、兼容性说明
1) 不同外形尺寸产品通过更换工装实现兼容(工艺流程一致,且产品零件一致)
五、基本参数
1、设备工作效率:400PCS/H
2、操作人工:2人
3、额定输入功率:3KW
4、设备尺寸:约4.5*1.7*2.0(长*宽*高)
5、设备操作高度800mm.
